

All oils age (oxidize) in-use. Oil molecules react with oxygen during the oxidation process, forming insolubles and acidic components. The oxidation rate doubles for every 10Co above 60oCelsius (the Arrhenius rate rule) but is also accelerated by water, entrained air, and catalytic metallics. Lubricants typically contain antioxidant additives (phenolic & aminic) that slow the process. As these are consumed the oxidation rate will accelerate.
Formerly called the Rotating Bomb Oxidation Test (RBOT), the Rotating Pressure Vessel Oxidation Test (RPVOT) is a test that measures the oil’s oxidation stability. RPVOT measures an oil’s resistance to oil oxidation, while other tests detect the byproducts of oil oxidation that has already occured.
Advantages:
- Allows for quality comparison of batches during manufacturing.
- Allows for trending of oil degradation in service.
- Generates results with relatively fast turnaround. Other glassware tests such as TOST (ASTM D943) can potentially take months or years.
Disadvantages:
- Does not quantify insolubles, acids, sludge, varnish etc. These oxidation byproducts and carbon insolubles can stick to surfaces over time, and cause significant reductions of critical clearances.
- Test reproducibility is 22%. Therefore an RPVOT result of 2,000 minutes is actually best represented by a range of 1,560-2,440 minutes.
- RPVOT runs at much higher temperatures than a typical turbine, with the addition of a metal catalyst. It is therefore an imprecise simulation of an actual turbine oil in use.
- The test is expensive.
How is the RPVOT Test Conducted? (ASTM D2272)
The used oil and 5g of distilled water are weighed into a reaction container for the test. A polished copper coil is added to the mixture to catalyse the reaction and the vessel is secured into a stainless steel container. A manometer records the internal pressure of the vessel and the apparatus is filled with pure oxygen at a pressure of 620kPa.
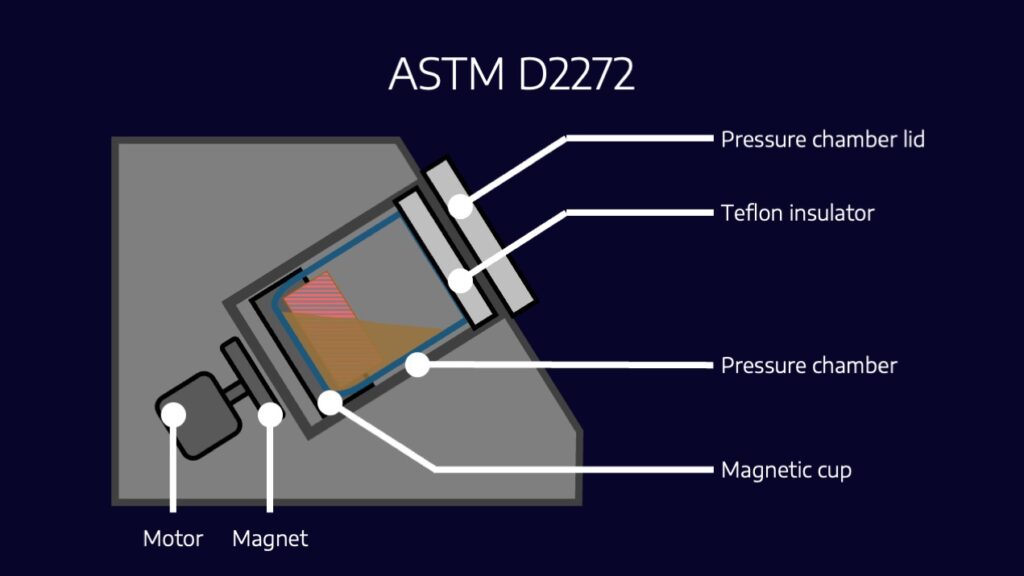
The copper coil and oil-water mixture are rotated under pressure at 150oCelsius for 60 revolutions. Initial heating causes an increase of the pressure inside the vessel. The extreme conditions (oxygen and copper, water, temperature, etc.) accelerate the oxidation process which consumes oxygen inside, causing decrease in pressure. The measured variable is duration until the internal pressure decreases by 175kPa from the maximum value. A longer duration represents more oxidation resistance.
How Should RPVOT Results be Interpreted?
ASTM D4378–97 (Standard Practice for In-Service Monitoring of Mineral Turbine Oils for Steam and Gas Turbines) indicates that a drop in RPVOT of 75%, to 25% of the new oil value is the warning limit, especially when accompanied by an increase in Acid Number (AN).
Turbine OEMs often simplify this and set the limit at 25% of initial RPVOT without reference to AN. Others list a minimum of 100 minutes. Oils that have reached their minimum allowable RPVOT levels should be changed. The “bleed and feed” method for turbine oil rejuvenation can be used as a temporary measure to prolong the oil’s life, but caution should be used. A saturated base oil will be extremely prone to sludge and varnish formation so re-additizing could simply lead to other issues.
Does a Higher RPVOT Indicate a Higher Quality Turbine Oil?
The RPVOT test was never intended to be used to compare lubricant. One reason for this is that it is an imprecise simulation of an actual turbine oil in use. For example, the test accelerates the aging of the oil by using a copper catalyst; turbine oil formulators can therefore “cheat” the test by increasing the amount of copper passivators in the formulation. There is no practical benefit of doing this in real-world use.
How Should RPVOT be Used?
In an ideal world, RPVOT would simply be one of many used oil analysis test that are interpreted together. By trending RPVOT, MPC, UC, FTIR, ICP, RULER and other results, an overall picture of turbine asset health can be established. This can enable the oil to be drained at the right time.